
柔性吊装带的生产是一个融合了材料科学、精密纺织与严格质量管控的复杂过程。其主要工作在于制造一个能承受重载的“承载芯”,并为其套上起保护作用的“外皮”。
- 2026-07-15
柔性吊装带的生产是一个融合了材料科学、精密纺织与严格质量管控的复杂过程。其主要工作在于制造一个能承受重载的“承载芯”,并为其套上起保护作用的“外皮”。
以下是根据行业资料整理的标准生产工艺流程:
一、柔性吊装带生产工艺流程
原料准备与整经:选用高强度合成纤维工业长丝,如涤纶(聚酯) 。将原纱放在纱架上进行“整经”,目的是将混乱的丝线整理有序,为后续编织做准备。
纱线加捻:将集束好的纱线在加捻机上进行加捻,以增加纱线的强度和紧密性。这是圆形吊装带生产中的关键工序之一。

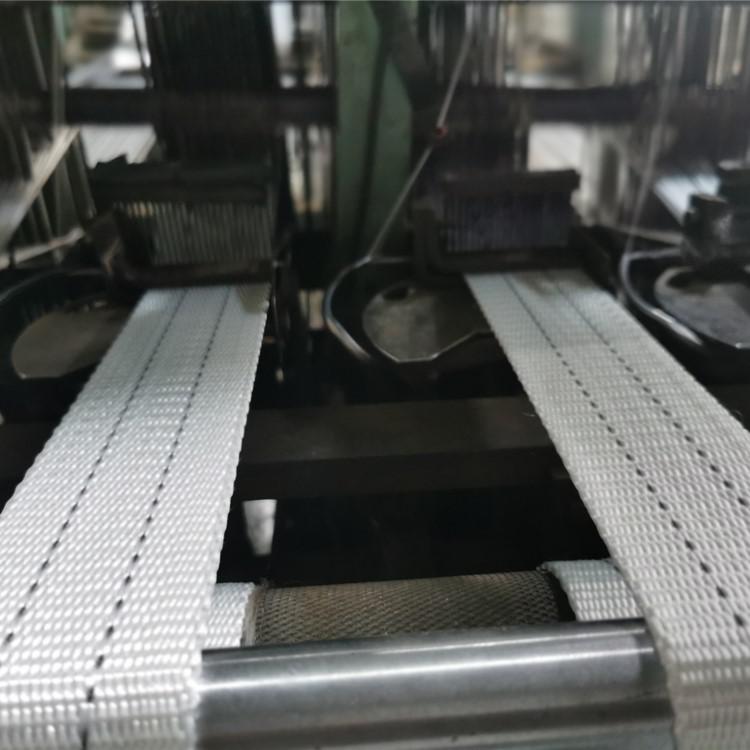
编织带皮(外皮/封套):使用编织机将加捻后的纱线编织成管状的外皮(封套)。这个外皮主要起保护内部承载芯的作用,本身并不承受主要载荷。对于大吨位产品,也可能采用手工缠绕拼接缝合。
外皮也叫封套
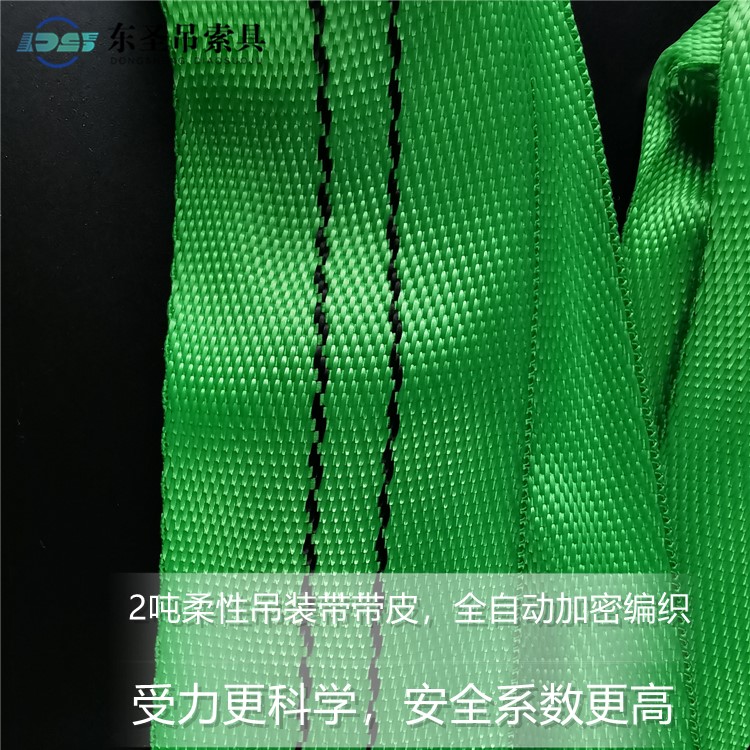
染色:根据吊装带标准的载荷吨位,将编织好的带皮(封套)染成对应颜色。例如,不同颜色代表不同的承载吨位,方便识别。染色后需进行烘干处理。
裁剪:根据客户订单要求,将染色烘干后的带皮(封套)裁剪成指定长度。裁剪常采用高温烫断的方式,以防止纤维散开。
制作承载芯并穿芯:这是核心的步骤。承载芯由高强度工业长丝(如涤纶)通过无极环绕的方式构成一个循环状的承载主体。制作时,将承载芯的丝束穿入已经裁剪好的带皮(外皮封套)中。穿芯过程要求松紧适宜,以确保吊装带受力均匀。

承载芯
整理与缝合:将穿好芯的吊装带整理平整,确保没有扭曲。然后对封套的接头部分进行缝合。缝合长度和方式有严格标准,如缝合线需凹进表面并进行回缝。同时,此步骤也可能包括缝制环眼(EA型无环眼,EA-A型有环眼)、产品标牌等。
柔性吊装带的接头缝合处

大吨位柔性吊装带如50吨的外皮封套需要多块封套拼接缝制
修剪与zui终检验:修剪掉生产过程中产生的多余线头。zui后,对成品进行严格的各项检验,确保其各项指标达到安全标准。
包装入库:检验合格后,进行包装并入库。
二、关键工艺要点
柔性吊装带承载芯与外皮(封套)分工明确:柔性吊装带的强度完全由内部的承载芯决定,外皮仅起保护作用。
大吨位产品依赖手工:对于15吨或25吨以上的大吨位吊装带,由于丝束过多,往往需要纯手工进行多个封套缠绕拼接并缝合,对工人经验要求很高。
颜色是身份的标识:吊装带的颜色并非随意,而是根据JB/T8521标准,用于标识其材质(如紫色代表1吨,蓝色代表8吨)和承载吨位。
工艺区别于扁平吊带:柔性吊装带(圆形)与扁平吊带工艺完全不同。扁平吊带由织机一次编织成型,而柔性吊带则采用“承载芯+保护外皮”的复合结构。
三、相关标准与质量检验
执行标准:主要遵循中国机械行业标准 JB/T8521,该标准分为针对扁平吊装带的JB/T8521.1—2025和针对圆形吊装带(即柔性吊装带)的JB/T8521.2——2025。
安全系数:标准要求的安全系数通常为6:1,部分可达7:1或8:1。
材料强度:标准规定,制造吊装带的工业丝断裂强度不低于60cN/tex。
成品检验:成品必须抽样进行拉力测试,验证其zui小破断力是否达到额定载荷的6倍或7倍以上。
四、关于60cN/tex
60cN/tex 是纺织材料领域衡量纤维比强度(也叫断裂强度)的专业单位。通俗地说,它代表单位粗细的纤维能承受多大的拉力。
五、关于吊装带现行标准
现在吊装带执行的标准为JB/T8521新标准。扁平吊装带的标准为JB/T8521.1-2025,圆形吊装带(即柔性吊装带)标准为JB/T8521.2——2025。
以上内容仅供参考!